

Статью дополняет видео, в котором более подробно рассмотрен процесс разработки импланта, а также его подготовка для печати.
В последнее время в нашей стране наблюдается повышенный интерес к реверс-инжинирингу. Это обуславливается рядом причин:
|
Ещё сравнительно недавно для внесения изменений в отсканированную фасетную модель требовалось преобразовывать её в твердотельную или в набор NURBS-поверхностей. Зачастую для этого использовалось несколько отдельных программ.
Всё изменилось с появлением технологии конвергентного моделирования, которую представила компания Siemens PLM Software. Данная технология позволяет работать с фасетными телами в ядре твердотельного моделирования Parasolid.
На практике это означает, что теперь для работы с фасетным телом можно использовать те же команды, что и при обычном моделировании в NX.
Например, к конвергентному телу можно применить булевы операции (объединение, вычитание, пересечение), создать уклон, эквидистантно сместить грань и т. д.
Конвергентные тела поддерживаются всеми модулями NX. Соответственно:
- с ними можно производить всевозможные виды расчетов в САЕ-модуле;
- по ним можно генерировать траекторию обработки в САM-модуле;
- их можно распечатывать на 3D-принтере при помощи аддитивного модуля.
Далее в статье будет продемонстрирована методика полного цикла создания медицинского импланта человеческой челюсти: от его проектирования до генерации траектории для 3D-печати.
Согласно техническому заданию, имплант будет создан из титанового сплава для левой половины челюсти. Протез должен крепиться к оставшейся половине челюсти, быть максимально облегченным, а также иметь выборку под зубами для укладки в это место костной ткани – с целью установки зубных имплантов в будущем (рис. 1).
Фасетная модель черепа была получена на основании магнитно-резонансной томографии (МРТ) и последующей конвертации снимков формата DICOM (Digital Imaging and Communications in Medicine) в формат STL.
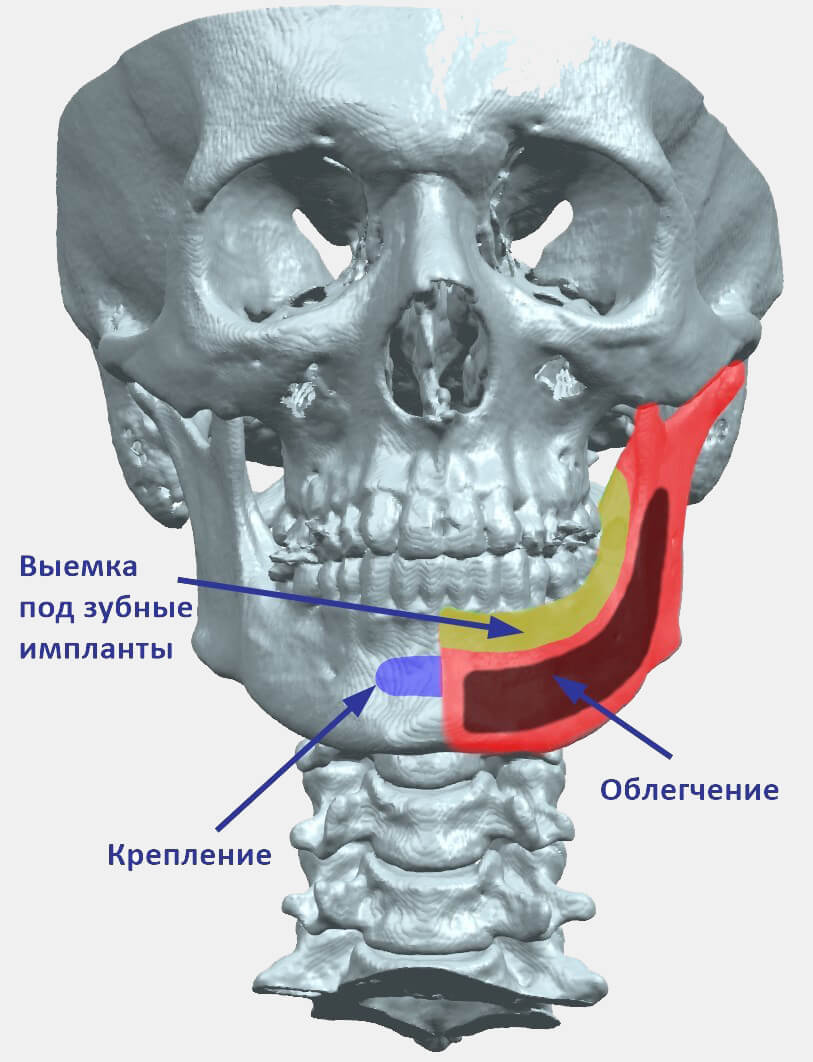
Рис. 1. Техническое задание на проектирование импланта челюсти

Рис. 2. Вычленение геометрии челюсти

Рис. 3. Переразбиение размера ячейки фасетного тела

Рис. 4. Зашивка разрывов на фасетном теле

Рис. 5. Сглаживание фасетного тела
Приступим к проектированию крепления. Оно должно повторять форму оставшейся части челюсти, поэтому на вспомогательной плоскости создается эскиз с его профилем. Затем эскиз проецируется на тело (рис. 6). С помощью полученных кривых произведем разделение грани, так как на данный момент всё тело челюсти является единой гранью.

Рис. 6. Проецирование эскиза на конвергентное тело
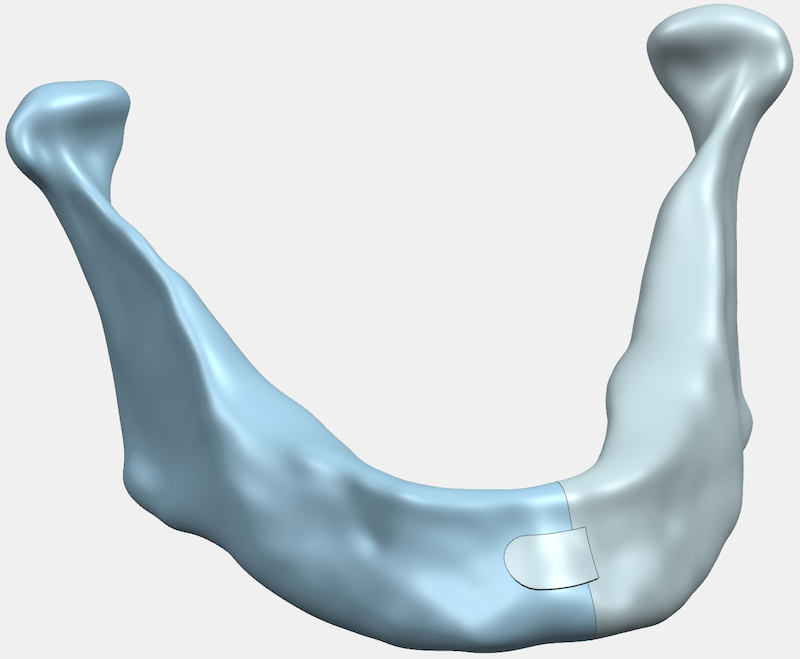
Рис. 7. Завершение построения крепления импланта
По аналогии вытягиваем боковую поверхность выемки. Образовавшиеся поверхности сшиваем, накладываем скругление между ними. Далее по полученному набору поверхностей производим обрезку тела (рис. 8).
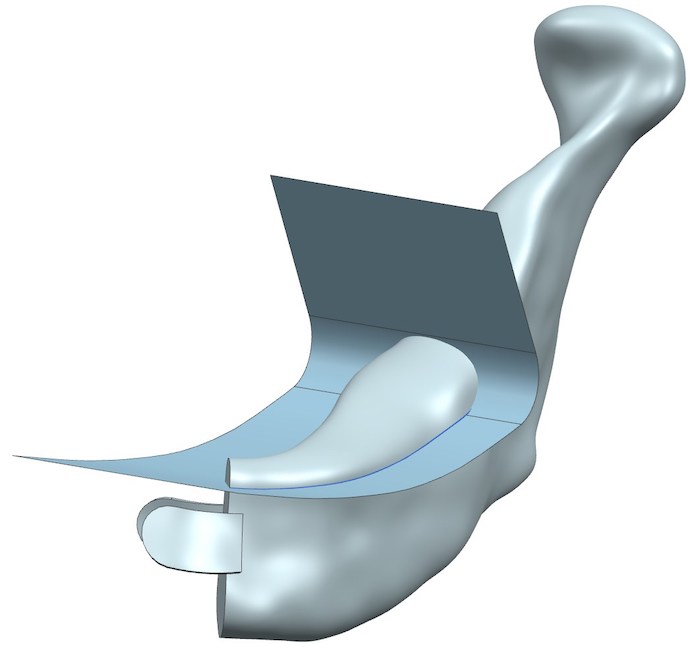
Рис. 8. Создание выемки под костную ткань
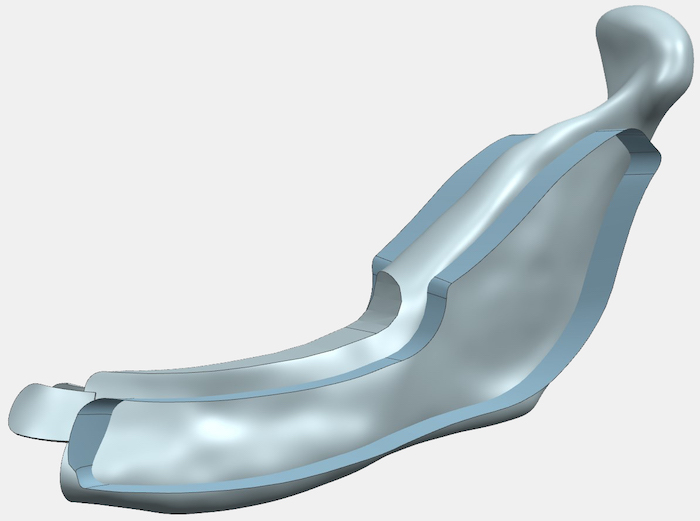
Рис. 9. Формирование объема под облегчение

Рис. 10. Создание сетчатой структуры
Рассмотрим подробно процесс генерации траектории послойной печати в модуле NX «Аддитивное производство». Данный модуль интегрируется с решениями фирмы Materialise и позволяет работать с большим количеством SLA- и SLM-принтеров. Для имитации работы с 3D-принтером установим демонстрационные версии программ Materialise Build Processors (процессор построения слоев печати) и Materialise Inspector (визуализатор слоев печати).
В демонстрационной версии Materialise Build Processors имеется набор из нескольких виртуальных принтеров. Выберем один из них для дальнейшей работы. Размещение детали на столе станка осуществляется командой «Переместить компонент», аналогичной той, что имеется в модуле сборки NX (рис. 11).

Рис. 11. Размещение модели импланта на столе 3D-принтера
Инструментарий NX позволяет создавать «поддержки» разных типов (блоки, линии, точки, древовидные и т. д.) на разных участках печатающейся детали, а также генерировать их в ручном либо автоматическом режиме.
У «поддержки» есть более 80 геометрических атрибутов, которые позволяют её полностью видоизменить, например, добавить перфорацию (рис. 12). Для многократного использования геометрии имеется библиотека профилей структур «поддержек». В библиотеке имеется возможность импортирования поддерживающих структур из программного обеспечения, обычно поставляющегося вместе с 3D-принтерами.
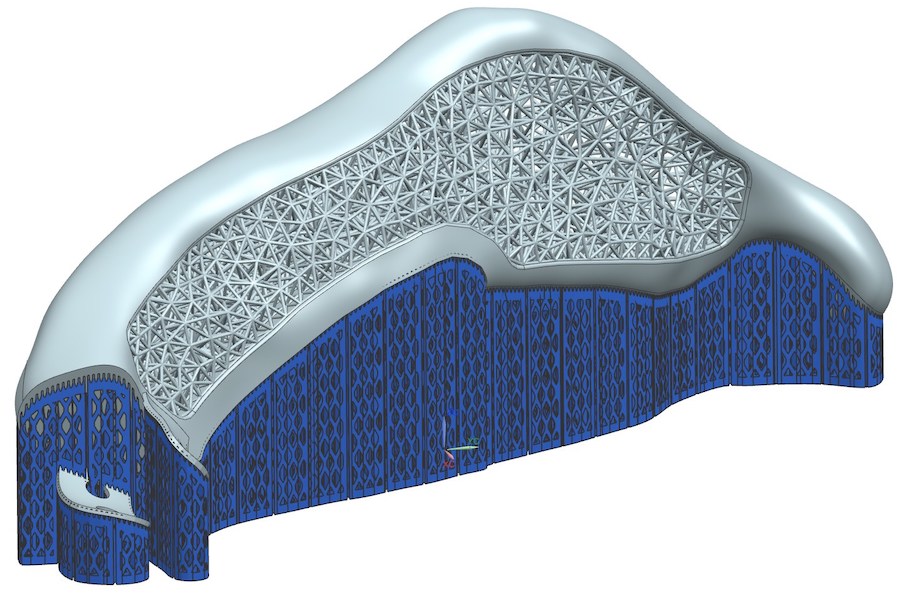
Рис. 12. Создание структуры поддержки
Отработка режимов печати осуществляется большим количеством физических экспериментов, вследствие чего сами режимы могут являться продуктом для продажи. Режимы печати, по сути, представляют собой параметры работы лазера и рабочих органов станка с большим количеством изменяемых настроек. В нашем случае выберем режим для печати титанового сплава с «шахматным» заполнением печатного слоя (рис. 13).

Рис. 13. Выбор стратегии для печати

Рис. 14. Окно генерации послойной траектории печати
Просмотреть печатные слои можно в визуализаторе Materialise Inspector (рис. 15). В визуализаторе имеются разные варианты отображения сгенерированных слоёв, также есть возможность проанализировать траектории печати и «холостых» ходов.

Рис. 15. Окно визуализатора послойной печати фирмы «Materialise»
На примере проектирования импланта человеческой челюсти мы показали отличительные особенности конвергентного моделирования применительно к реверс-инжинирингу. С целью демонстрации полного цикла производства, реализованного в NX, для полученного импланта были сгенерированы слои и траектории печати.
Стоит отметить, что инструментарий модуля NX «Аддитивное производство» очень богат и включает в себя широкий набор инструментов по анализу печати. Рассмотреть их все в одной статье не представляется возможным. В видео более подробно рассмотрен процесс создания импланта, а также его подготовка для 3D-печати.
Регистрация обязательна