

Впервые статья была опубликована в журнале «САПР и Графика», июль 2014 года; её авторы: А. Карпов – конструктор, ОАО «ЦКБ МТ «Рубин», И. Шептунов – начальник отдела систем автоматизированного проектирования в машиностроении, компания InterCAD.
Публикуемая сегодня статья является естественным дополнением и иллюстрацией апрельской статьи Игоря Шептунова «Работа с оборудованием с ЧПУ: опыт компании InterCAD».
- высокий уровень автоматизации производства (вмешательство оператора станка в процесс изготовления сводится к минимуму, появляется возможность обслуживания нескольких станков одновременно);
- производственную гибкость (для обработки разных деталей нужно лишь заменить программу);
- высокую точность и повторяемость обработки;
- обработку деталей со сложной геометрической формой;
- прогнозирование времени обработки.

Рис. 1. Лопасть
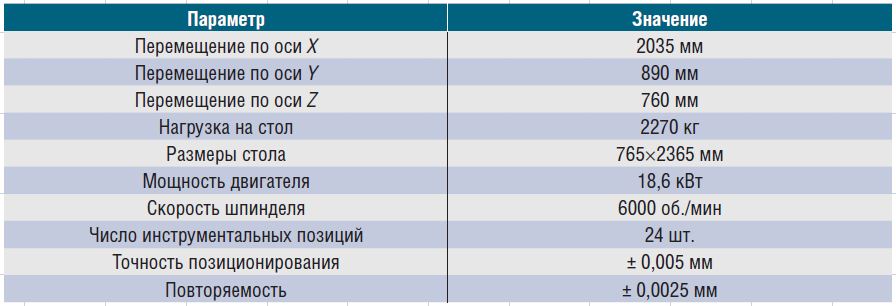
Для обработки лопасти был выбран вертикально-фрезерный обрабатывающий центр Fryer MC-80 (рис. 2 и таблица), а для создания программы — программный комплекс Autodesk Inventor с интегрированной CAM-системой InventorCAM.

Рис. 2. Вертикальный обрабатывающий центр Fryer MC-80
Выбор оборудования и программного обеспечения позволил сформулировать специфические задачи, которые потребовалось решить в ходе выполнения данной работы, а именно:
- закрепление лопасти на станке, обеспечивающее надежную фиксацию в ходе обработки;
- создание программы для станка с ЧПУ при отсутствии типовых алгоритмов;
- реализация обработки поверхностей со сложной геометрической формой в рамках четырехкоординатной обработки;
- обеспечение совместимости машинного кода и программного обеспечения станка.
Закрепление лопасти на станке
Закрепление лопасти на станке представляло определенную трудность в силу ее небольших размеров и сложной формы. Заготовкой являлся прямоугольный параллелепипед с размерами сторон 205×110×60 мм. Технологическая проработка показала целесообразность предварительного изготовления торца основания лопасти и закрепление его на оправке (рис. 3). Оправка зажималась в шпинделе, размещенном на столе станка, и использовалась для точного позиционирования заготовки, а также задания нулевой отметки, соответствующей началу координат в InventorCAM.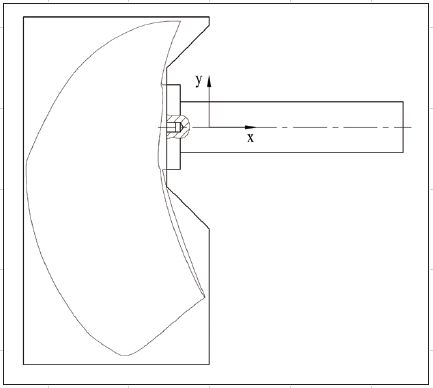
Рис. 3. Заготовка, оправка, нулевое положение
Создание программы для четырехкоординатного станка с ЧПУ
Совместно с поставщиком программного обеспечения компанией InterCAD был проведен поиск существующих алгоритмов решения задачи обработки применительно к лопасти, который показал, что аналогичные работы в InventorCAM отсутствуют. Дополнительной трудностью было то, что взаимное перемещение инструмента и заготовки ограничивалось четырьмя координатами (рис. 4).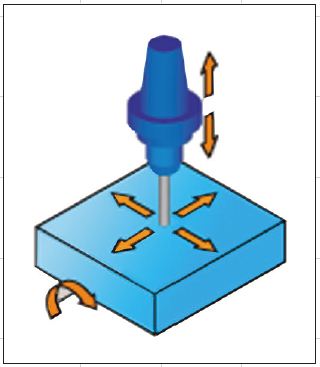
Рис. 4. Возможные перемещения заготовки и инструмента
- черновая обработка заготовки концевой фрезой диаметром 20 мм, объемный припуск 2 мм;
- получистовая обработка нагнетательной и засасывающей сторон, нижних кромок лопасти и галтелей сферической фрезой диаметром 10 мм, объемный припуск 0,4 мм;
- чистовая обработка концевой (наружной) кромки лопасти сферической фрезой диаметром 10 мм, объемный припуск 0,1 мм;
- чистовая обработка пера лопасти сферической фрезой диаметром 10 мм, объемный припуск 0,1 мм. Отличительной особенностью данного перехода является то, что при его выполнении происходит вращение заготовки вокруг оси X (см. рис. 3);
- чистовая обработка нижних кромок лопасти и галтелей сферической фрезой диаметром 10 мм, объемный припуск 0,1 мм;
- чистовая обработка галтелей сферической фрезой диаметром 3 мм, объемный припуск 0,1 мм.
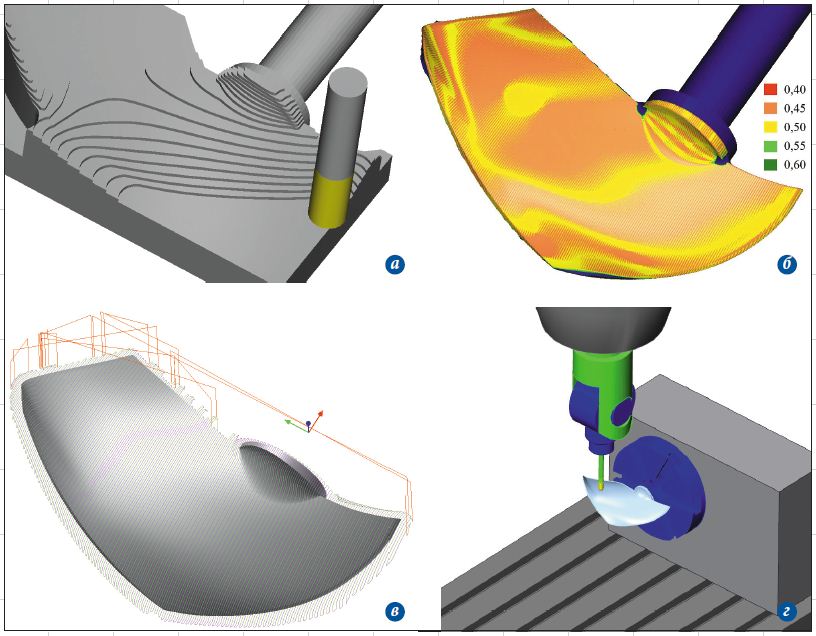
Рис. 5. Виды визуализации обработки
Обеспечение совместимости
Генерация управляющей программы в InventorCAM может осуществляться как для одного перехода, так и для всей операции фрезерования в целом, что позволяет в значительной мере автоматизировать процесс обработки. В то же время важным критерием при создании файлов управляющей программы оказался их размер, так как стойка станка с ЧПУ оборудована носителем информации объемом 2400 Кбайт.Доводка и оптимизация полученного машинного кода с целью обеспечения совместимости составляет процесс написания постпроцессора. Под этим термином мы понимаем специальный программный код для превращения внутренних настроек программы в текстовый файл, понятный данной стойке ЧПУ. Разработка уникального постпроцессора, адаптированного под конкретное оборудование и решающего специфические задачи, может стать серьезной задачей, требующей времени, опыта и специальных знаний. Экспертные консультации специалистов компании InterCAD помогли нам избежать ошибок в этой области, обойти некоторые технологические «странности» оборудования и сэкономить заготовки.
Постпроцессоры направляли обработку в следующих направлениях:
- анализ ускоренных перемещений инструмента;
- исключение столкновений заготовки и инструмента;
- уменьшение потерь времени на подвод и отвод инструмента;
- оптимизация размера файлов с кодом управляющей программы.
Проверка готовой лопасти
Проверка точности изготовления лопасти была осуществлена при помощи трехмерного сканирования поверхности готовой детали, закрепленной прямо на станке, что весьма удобно в случаях, когда анализ показывает необходимость дополнительной обработки. С помощью программного продукта Geomagic, также поставленного компанией InterCAD, было проведено сравнение результатов сканирования и теоретической модели, которое показало удовлетворительное совпадение реальных поверхностей лопасти и поверхностей 3D-модели (рис. 6).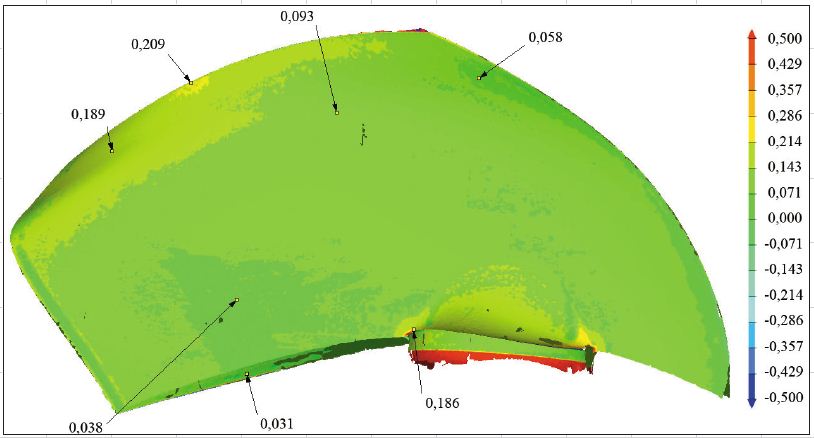
Рис. 6. Отклонение реальной поверхности лопасти от теоретической, мм
Заключение
Описанный процесс изготовления лопасти модели движителя демонстрирует эффективность станков с ЧПУ при производстве деталей, поверхность которых не может быть получена на универсальных станках. Использование специализированного программного обеспечения, такого как Autodesk Inventor, InventorCAM, Geomagic, а также оборудования для 3D-сканирования, позволяет в короткие сроки получить управляющий код и качественно обработанную готовую деталь в условиях единичного и мелкосерийного производства. Наилучшие результаты могут быть достигнуты при оптимальном сочетании детали, станка и CAM-системы.Список использованной литературы
1. Ловыгин А.А., Васильев А.В., Кривцов С.Ю. Современный станок с ЧПУ и CAD/CAM-система. М.: Эльф ИПР, 2006. 286 с.2. Шептунов И.В. Работа с оборудованием с ЧПУ: опыт компании InterCAD.