
 От редакции isicad.ru: Представляем вниманию наших читателей статью доцента МГТУ МАМИ Инны Зининой, представленную на конкурс АСКОН и занявшую второе место.
От редакции isicad.ru: Представляем вниманию наших читателей статью доцента МГТУ МАМИ Инны Зининой, представленную на конкурс АСКОН и занявшую второе место.Зинина Инна Николаевна, кандидат технических наук, доцент кафедры «Технология машиностроения» Московского государственного технического университета «МАМИ»
Практически все производители САПР ТП в настоящее время развивают и усовершенствуют известные подходы к проектированию технологических процессов (ТП). Системы обрастают множествами дополнительных модулей и, в то же время, настоящей автоматизации труда технолога мы так и не видим. В данной статьерассматриваются возможные варианты развития автоматизации процесса проектирования технологий. По мнению автора статьи, многое из этого можно было бы воплотить на существующей математической базе программных продуктов ВЕРТИКАЛЬ и КОМПАС от АСКОН.
Системы автоматизированного технологического проектирования, в том числе ВЕРТИКАЛЬ, остаются продуктами,облегчающими труд технолога, но не автоматизирующими его. О чем идет речь, спросите вы? Давайте разберемся.
Разработка технологии изготовления или сборки является процессом непростым и многовариантным как по возможному набору операций, так и применяемому оборудованию, оснастке. Сегодня проектирование техпроцессас использованием САПР сводится к двум возможностям – проектирование с использованием процесса-аналога (типового, группового, обобщенного) или с использованием баз данных по отдельным операциям, переходам, оборудованию и т.п.
Рассмотрим первый вариант – процесс-аналог. В машиностроении в советские годы были разработаны и внедрялись, практически централизовано, типовые техпроцессы. Позволю себе напомнить, что под типовым ТП понимается технологический процесс, разработанный для изготовления (или сборки) изделия-представителя, которое включает в себя все возможные конструкторские элементы, свойственные данному конструктивному типу изделий. Типовые ТП были собраны в справочники и альбомы, которые издавались и были доступны промышленным предприятиям. Сейчас ценность старых изданий не очень велика, а новых просто не существует. Изменилось оборудование, инструмент, а, следовательно, и подходы к изготовлению тех же самых изделий. Самостоятельное создание типовых ТП, в рамках одного предприятия, занятие крайне трудоемкое, требующее высокой квалификации технологов. Использование типовых ТП наиболее оправдано на предприятиях с ограниченной номенклатурой изделий, не сильно отличающихся конструктивно.
Аналогичная ситуация просматривается и для групповых ТП. Для них характерна не только конструктивная общность, но и общность используемого оборудования и оснастки. Групповые техпроцессы всегда были выгодны при поточной организации производства. В отличие от типовых, групповые ТП разрабатываются только на конкретном предприятии. Эти ТП требуют разработки групповой заготовки и групповой детали, которая включает в себя все конструктивные элементы деталей, входящих в группу. И здесь опять требуется серьезная квалификация технолога и дополнительная работа конструктора.
Еще один вариант процесса-аналога это обобщенный технологический процесс. Если говорить просто, этот процесс склад всех возможных технологических операций, которые нужны для изготовления конструктивно схожих деталей. В отличие от типового, такой ТП избыточен, по нему не возможно изготовить никакого изделия без серьезной предварительной редакции. Такой ТП легко создать, объединив несколько единичных ТП, но не просто редактировать. Обобщенный ТП можно рассматривать как своего рода базу данных по обработке (сборке) конкретного вида изделий.
Каковы недостатки процессов-аналогов с точки зрения их использования в автоматизированном проектировании? Первый и очевидный недостаток – необходимость формирования базы данных по таким процессам. Чаще всего для этого на заводе переписываются старые, «бумажные» ТП с внесением необходимого количества неизбежных ошибок при переписывании. Второй недостаток связан с типом производства. Если завод, к примеру, выпускает N-ое количество типов поршневых насосов, то этот недостаток там заметен не будет. Он проявится на многономенклатурных предприятиях, где большинство изделий имеют специфическую конструкцию, и следовательно, разработка типовых или групповых процессов не оправдывает затрат на неё.
Второй вариант – создание единичных технологических процессов с использованием баз данных. В целом этот вариант представляет собой самый обычный процесс разработки ТП. Обычный в том смысле, что он ничем не отличается от написания вручную. Время экономится на том, что текст переходов в той или иной мере уже присутствует в базе данных, новыбор стратегии обработки, оборудования и инструмента, остается в руках технологов. И здесь придется упомянуть, еще одну, третью по счету, но не по важности, российскую проблему – очень низкий уровень компьютерной грамотности большинства технологов. На любых отечественных заводах бросается в глаза состав технологических бюро – сотрудники пенсионного возраста и совсем молодые люди, вчерашние или нынешние студенты. Первые в силу возраста и устоявшихся представлений привыкли работать с бумагой, а вторые, хорошо владея компьютером, не обладают достаточным технологическим опытом. В результате низкая эффективность от внедрения технологических САПР.
Для людей в возрасте, никогда не работавших на компьютере проще и быстрей проектировать так, как они привыкли, т.е. на бумаге. Вчерашние студенты (конечно, не все) создают малоудачные, как в плане стратегии, так и в плане конечного результата, техпроцессы. При этом старшим необходимо контролировать их, т.к. САПР этого не делает. Контроль, чаще всего, идет по распечаткам, т.е. теряется преимущество безбумажного документооборота и время на перепроверку.
Есть и третий путь. Использование модульной технологии проектирования, разработанной профессором ИМАШ им. Благонравова РАН Базровым Б.М. В ВЕРТИКАЛЬ этот подход реализован через понятие конструкторско-технологических элементов. Это очень интересный путь проектирования. Любое изделие можно представить как набор стандартных элементов – цилиндров, плоскостей, фасок и др. Каждому стандартному элементу в зависимости от размеров, квалитета точности и шероховатости можно сопоставить перечень последовательных операций. Основной проблемой здесь является этот перечень. В системе имеется некое количество КТЭ с вариантами их обработки, но их крайне мало. Предполагается, что на предприятии сами могут продолжить создание КТЭ, а главное, создание стратегий обработки каждого из них. И здесь, озвученная выше проблема номер три становится проблемой номер один. Технолог должен обладать большим опытом и знанием технологий в целоми модульной технологии в частности, а так же знать оборудование и оснастку. В результате самый продуктивный, на мой взгляд, вариант проектирования ТП остается мало востребованным.
Из всего вышесказанного просматривается два вывода. Один из них никак не связан с САПР как таковой, поскольку речь идет о подготовке технологов. И здесь самое разумное это не столько критиковать, сколько порекомендовать руководителям предприятий, регулярно повышать квалификацию технологов через обучение. Второй вывод, собственно тот, ради которого и затевалась данная статья – существующие САПР ТП не автоматизируют труд технолога, поскольку никак не влияют на принятие им технологических решений. Следовательно, все ошибки, свойственные бумажному проектированию, остаются и в проектировании электронном. Ошибки при проектировании ТП это низкое качество конечного продукта при значительных затратах времени и средств. Внедрение более широкой автоматизации при проектировании ТП позволит отчасти снять остроту вопроса квалификации технолога за счет формирования первичного ТП на основе известных технологических правил, не дающих совершить серьезные промахи.
Существует объективная причина сложившейся ситуации. Разработка ТП является процессом творческим, т.е. малоформализуемым. Его очень трудно свести к математике как таковой, лежащей в основе любой САПР. Учитывая научный характер данной проблемы, её не удастся решить силами одной компании-разработчика САПР, даже такой уважаемой, как АСКОН. Что можно бы изменить на следующем этапе развития ВЕРТИКАЛЬ и КОМПАС, исходя из того что уже сделано и не залезая в научные дебри?
Во-первых, хотелось бы увидеть работу САПР ТП не только на этапе написания технологии. Проектирование ТП начинается с оценки технологичности конструкции. Это звено связывает работу конструктора и технолога с условиями предприятия, на котором будет производиться изделие. Отработка на технологичность один из ответственных и сложных этапов. Читая курс технологии машиностроения в машиностроительном ВУЗе, могу сказать, что это одна из сложнейших тем, следовательно, уровень понимания и освоения её технологами без большого производственного опыта крайне низок. Отработка обычно проводится в два этапа. Первый - качественный анализ конструкции с точки зрения возможности еёизготовления на данном предприятии исходя из существующего оборудования и оснастки. Второй этап – количественная оценка технологичности по формальным показателям. В настоящее время отработки на технологичность в рамках САПР не производится вовсе. Какие пути видятся в решении этой проблемы? Наиболее простым этапом для автоматизации является этап количественной оценки. Несложными для расчета и довольно информативными показателями на этом этапеявляются коэффициенты. Для оценки технологичности детали ГОСТ 14.201 рекомендует следующие:
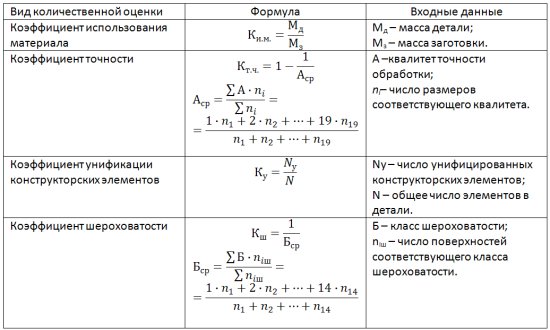
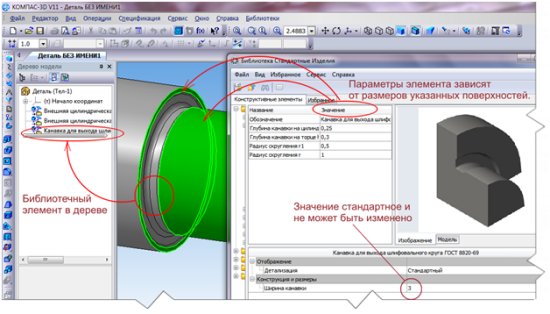
Рисунок 1
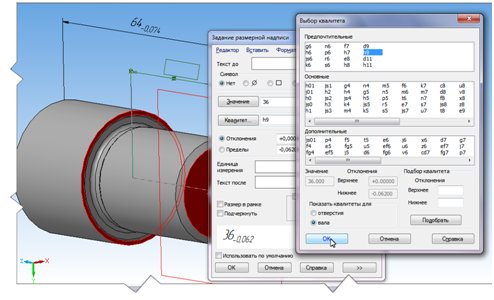
Рисунок 2
Во-вторых, автоматизация всего процесса создания ТП, на мой взгляд, более вероятна при переходе на модульную технологию, т.е. проектирование через КТЭ. Причем и традиционное проектирование с использованием процессов-аналогов может быть автоматизировано с большей вероятностью при использовании для отбора аналога и его редактирования модели изделия, сформированной из конструкторско-технологических элементов.
Для развития автоматизации проектирования техпроцессов на основе КТЭ необходимо решить следующие вопросы: разбивать деталь на КТЭ в автоматическом режиме при передаче её из CAD-системы, расширить базу данных по КТЭ с сопоставлением операций обработки, связать выбор стратегии обработки КТЭ с оборудованием, существующим на участке (в цехе). Учитывая, что технология может разрабатываться под новое, еще не приобретенное оборудование, следует предусмотреть возможность указать этот факт при проектировании, например, путем отключения фильтрации операций по оборудованию. Тогда начальный этап автоматизированного проектирования единичного ТП может выглядеть так, как показано на рисунке 3.

Рисунок 3
Еще один вопрос – это автоматизация выбора инструмента. Если каждому виду КТЭ можно сопоставить очередность операций обработки, то каждой операции можно сопоставить тип используемого инструмента. Это и сейчас происходит при проектировании в ВЕРТИКАЛЬ, но вот выбор конкретного экземпляра инструмента опять зависит от пользователя. Что можно автоматизировать? По материалу заготовки можно произвести выборку инструмента по режущему материалу с фильтрацией по наличию в цехе. По схеме установкиопределить ориентацию инструмента при обработке (правый, левый, симметричный). По данным станка тип, размер, форму сечения и длину державки, необходимость использования переходных втулок. Размер режущей части обычно определяется по величине снимаемого припуска. Если номенклатура инструмента на производстве ограничена, то это может быть опущено при выборе, путем отмены фильтрации по припуску. Вид обработки (черновая, чистовая и др.) и условия позволяют определить геометрию режущей части.
Таким образом, увеличив процент автоматизации принятия технологических решений на начальном этапе, мы получим на выходе «заготовку» технологического процесса, максимально соответствующую условиям существующего производства. На этапе редактирования технологи должен будет добавить оснастку, вспомогательные материалы и выполнить расчет режимов резания. Автоматизированный этап позволит уменьшить число грубых ошибок и сэкономит время на разработку стратегии изготовления. Первичных ТП может быть сформировано несколько, и лучший вариант будет отбираться путем оптимизации.
Рассматривая вопросы проектирования технологии, традиционно останавливаются на механической обработке или отдельно сварке, литье, штамповке. Процессы сборки можно считать в этом отношении нелюбимым пасынком. Хотелось отчасти компенсировать этот недостаток, хотя бы потому, что в России сейчас развивается очень много автосборочных производств.
К техпроцессам сборки в основном применимы все те проблемы автоматизации, которые уже были упомянуты, но есть и специфика. В ВЕРТИКАЛЬ V4 был решен вопрос передачи сведений о комплектности сборочной единицы из спецификации в технологию, что значительно упростило процесс комплектования. Следующее решение, которое хотелось бы увидеть это автоматизации получения схем сборки. Уже сейчас за счет интеграции ВЕРТИКАЛЬ и КОМПАС можно было бы сделать определенные шаги в этом направлении.
Основой для разработки сборочного процесса является схема сборки, т.е. определение базовых и присоединяемых деталей на каждом этапе и разделение её на подсборки. Для этого используются два комплекса условий: базирования и доступа к месту установки элемента. Условие базирования при установке элемента выполняется, если среди установленных ранее элементов есть такие, которые образуют хотя бы один состав сборочной базы. Условие доступа к месту установки элемента, выполняется, если среди установленных ранее нет элементов, препятствующих установке данного элемента. Варианты декомпозиции сборки, определяемые этими условиями, могут стать основой для разработки схемы.
Определение базовых и присоединяемых деталей, а, следовательно, варианта декомпозиции, можно было бы производить по сопряжениям, которые накладываются в сборке и порядку их наложения. Так как в сборочной операции основным переходом, определяющим качество сборки, является выполнение соединения, при декомпозиции следует отдельно учитывать операции соединения.
В отличие от сопряжения, соединение может образовываться только при использовании крепежных деталей, веществ или специальных поверхностей. Определение крепежных деталей не составляет трудности и сегодня. Для решения проблем с веществами и поверхностями можно предложить следующее. В КОМПАС-3D в сборочном модулепредусмотреть отдельную функцию соединения с использованием вещества. Например, сопрягая две поверхности фланцев по плоскостям указать наличие герметика, который будет выбираться из справочника материалов, в такой последовательности: Сопряжение – По плоскости – С материалом(Без) – Полимер (Металл) - Выбрать(Справочник материалов). Аналогичным образом можно указыватьналичие сварного шва, пайки, клеевых соединений. В случае указанияБез материала получим обычное сопряжение, с материалом – соединение.
Специальные поверхности для сборки это зубья, резьбы, шлицы, РК-профиль, конусы, поверхности под посадки и т.п. Большинство сопряжений с ними может быть классифицировано как соединение по указанным посадкам и/или допускам и особенностям формирования при проектировании (резьба). Сложности возникают при наличии на одномэлементе нескольких сопряжений, например ось и торец. Поэтому и для таких случаев представляется разумным использовать разделение на сопряжение и соединение. Для возможного кинематического анализа конструкций соединения можно разделять на подвижные и неподвижные.
После декомпозиции и получения схем сборки технолог может начать разрабатывать варианты ТП, соответствующие предложенным схемам. При этом каждая операция будет автоматически комплектоваться деталями в соответствии с используемой схемой. Более полная автоматизация проектирования ТП сборки возможна только при автоматизации самого производства, т.е. при использовании автоматических линий с известными техническими параметрами.
Предложения, изложенные в данной статье, не являются открытиями в области автоматизации. Они в виде общих идей существуют не один год. Многие из них можно реализовать уже сейчас, другие после более детальной проработки.Совершенствование уже существующих подходов является тупиковым вариантом развития САПР ТП, поскольку предполагает наращивание баз данных, но не знаний. Давайте перестанем бояться новых идей и двинем их вперед или вверх, по ВЕРТИКАЛИ.