

А.Залыгин прошел большой путь от кадрового морского офицера до активного разработчика, организатора и пропагандиста в области инженерного программного обеспечения. Во многом уникальная биография Андрея подробно изложена в заметке «Андрей Залыгин: от командира военного корабля до успешного инноватора в области САПР».
Введение
4 – 5 декабря 2014 года, в Москве состоялся форум-выставка «Рациональное производство». Значимым и, можно сказать программным выступлением, был доклад Юргена Лисса, исполнительного директора департамента «Цифровое производство», ООО «Сименс». Он начал говорить о том, что сейчас в мире началась четвёртая индустриальная революция. Первой он назвал переход от ремесла к разделению труда, второй было массовое производство, третьей – замена в производственных процессах человека умными машинами (станки с ЧПУ, промышленные роботы и т.п.), повлекшее снижение переналадок, автономизацию и выход на принципиально иные подходы к качеству и продуктов, и организации производств.И вот Юрген Лисс, от лица «Сименс», говорит нам о новом тренде «Индустрия 4.0»:
«Индустрия 4.0» - это промышленность будущего. Индустриальная революция 4.0 кардинально изменит процессы производства всего мира, и сегодня имеет смысл внимательно отнестись к этой тенденции, чтобы принять правильные решения.
Интеграция процесса разработки продуктов и производственного процесса, как часть промышленной революции 4.0, способствует созданию общей модели актуализированных данных – от этапа проектирования продукта, производства и вплоть до обслуживания, кроме того она способствует объединению виртуального и физического мира.
Тенденция к изменению парадигмы – вместо однотипных продуктов массового производства, которое ранее приводило к снижению себестоимости единицы, более актуальным становится производство уникальных продуктов, подобранных персонально для покупателя, а себестоимость снижается благодаря современным технологиям.»
В качестве примера реализации этой новой парадигмы Юрген привел производственную линию мороженого в одном из немецких технологических университетов. Суть: студент не покупает, как обычно, готовое мороженое или не выбирает из приготовленных заранее смесей. Он самостоятельно составляет свою рецептуру мороженого из большого набора ингредиентов (параметров), указывает как произвести это мороженое и получает стикер, который наклеивает на стаканчик и ставит его в начало производственной линии. И далее всем производством, только что созданного уникального продукта, управляет этот самый стикер, который задает умному оборудованию производственные задания для получения продукта, который ранее не производился.
Впечатляюще, однако в примере фигурирует лишь один технологический маршрут движения стаканчика. А если продукт требует более сложных процессов, пространственно-временных структур, соединения нескольких линий, единичного оборудования, оснастки, сложных перемещений, промежуточного хранения, временных ограничений жизненного цикла материалов и комплектующих? Или уточним: как должна функционировать система, если вновь созданный заказчиком продукт своими параметрами должен сам сформировать разветвленный технологический маршрут, очередность его операций, определить рабочие центры и при этом учесть их доступность и состояние при текущей загрузке в реальном времени другими так же уникальными заказами?
Видимо, ответы на эти простые вопросы знают в Сименс, но пока не демонстрируют.
Превратности судьбы
Случилось так, что мы, в своей небольшой команде разработчиков MES решений компании RFT-TRIO, примерно 10 лет назад самостоятельно пришли к схожим с Сименс выводам относительно «созданияобщей модели актуализированных данных … способствующей объединению виртуального и физического мира». В настоящий момент уже получили прототип программной системы, в которой заказанный продукт, только своими параметрами, самостоятельно формирует свою виртуальную модель производственного процесса в виде сети операций, связанных с конкретными рабочими центрами, что позволяет организовать управление его производством, минуя многочисленные стадии технологической подготовки. Мы назвали этот продукт «Параметрическая MES система RftTrio» и о ней пойдет речь в этой статье.Предпосылки и задачи для создания параметрической MES-системы RftTrio
Конкуренция требует разнообразия и проворного новаторства. Рост номенклатуры производства и её постоянная модификация – непременное условие развития промышленного бизнеса. Производство «на склад» в такой ситуации рискованное дело. Поэтому предлагать рынку разнообразие надо, но производить следует только то, что тебе заказали. Предприятие, которое работает в стратегии «Под заказ» с большим составом номенклатуры, сталкивается с одной из самых серьезных и трудоемких проблем организации управления – необходимостью оперировать значительным составом ассортимента выпускаемой продукции и невозможностью для существующих информационных систем структурировать и управлять информацией об изделиях, которые обладают большим составом параметров.Суть этой проблемы поясним простым примером, схожим со стаканчиком мороженого. Допустим, мы производим мебельную ручку разной формы состоящую из одной детали: заготовка (одна из 10 форм) этой детали отливается из пластика в пресс-форме. В качестве наполнителя заготовки может использоваться 10 видов (составов) пластика (рецептур мороженого). Затем, после отливки, ручку можно покрасить в один из 20 цветов. Максимальное разнообразие вариантов исполнения этой ручки, предлагаемое на продажу, будет равно числу всевозможных сочетаний допустимых параметров описания ручки, соответственно используемых: пресс-форм, видов пластика и цветов покрытий. Для нашего примера число этих всевозможных сочетаний рассчитает любой школьник, знакомый с элементарной комбинаторикой. В нашем примере с ручкой получаем 10(пресс-форм)*10 (видов пластика) *20(цветов покрытия поверхности ручки) = 2000 вариантов исполнения ручки.
Если в прайс-листе компании, выпускающей эти ручки, клиент может, как немецкий студент, выбрать любой вариант, то все 2000 вариантов исполнения должны быть полностью описаны не только по свойствам формы и цвета, но и ещё и по всем операциям и ресурсам, которые будут задействованы в его производстве. Если на момент заказа работа по описаниям изделия заранее не сделана, её придется сделать, иначе произвести продукцию нельзя.
Если учесть, что в формообразовании на предприятии может участвовать более 1500 пресс-форм (например, при производстве автокомпонентов или т.п.), то даже если предприятие делает простейшие детали с простейшей технологией, получим для тех же простейших условий 1500*10*20 = 300 000 вариантов описаний изделий, которые необходимо сделать до начала их производства. Забавность ситуации заключается в том, что торговый отдел предприятия не подозревает о таком объеме вариантов, когда пишет свои прайсы для клиентов, предлагая клиенту что-то выбрать своё из трех десятков разных параметров.
Совершенно понятно, что большинство изделий у реальных производителей разнообразной продукции не настолько просты, как в приведенном примере, а имеют более сложные спецификации. И, если к этим параметрам добавить параметры технологических процессов, технологического оборудования, количество всевозможных технологических маршрутов и их альтернатив и т.д. и т.п., то количество вариантов описаний изделий исполнения возрастет ещё на порядки.
Рост продаж требует роста ассортимента, а это порождает огромный объем информации, которую надо далее содержать в порядке и актуальности, для её реализации в повторных заказах на проработанную ранее продукцию.
Мощными средствами производства информации для дискретных производств являются автоматизированные системы проектирования изделий (САПР). Однако полноценное использование возможностей САПР ограничено условиями, находящимися вне этого класса систем, так как производство конструкторской информации связано с поддержкой и верификацией изменений в информационной среде изготавливающего предприятия, одновременно выпускающего широкую номенклатуру изделий, которую формируют технологи уже в своих САПР ТП. В этом случае информация ещё более обширна, нежели информация об изделии. И тут существуют большие проблемы, так как и методы обработки, и даже архитектура многих САПР ТП не позволяют справляться с постоянно нарастающим разнообразием информации об ассортименте продукции и изменяющихся производственных возможностях предприятия.
Метод модельного подхода
В параметрической MES системе RftTrio построение операционных моделей производства (в определенном смысле – моделирование производственных возможностей предприятия) является способом описания промышленного предприятия с дискретным типом производства. Объектом же управления в системе RftTrio мы приняли заказ на продажу (более точно: заказ на изготовление и продажу продукта производства).Оригинальность метода, реализованного в MES системе RftTrio, заключается в том, что объекты модели производства изначально задаются (описываются) объектами с абстрактными параметрами, которые обретают реальные (конкретные) значения лишь в момент оформления заказа конкретного изделия и мгновенного планирования его производства – определения состава и последовательности работ. При оформлении заказа система замещает абстрактные параметры заказанного изделия (продукта) конкретными значениями этих параметров из разнообразных источников данных. В качестве источников данных могут быть использованы массивы численных значений, таблицы БД, функции и даже сложные алгоритмы, с помощью которых система сама может рассчитать необходимые ей конкретные параметры для достижения цели – планирования состава конкретных операций и расписания работ для изготовления заказанного изделия, которое ранее ни разу не производилось, а также, до момента заказа, не имело конкретного и полного описания способа изготовления.
Суть метода можно пояснить следующим простейшим примером: для прямоугольника длины его сторон А и В – это абстрактные параметры. Если производимый продукт прямоугольная фотография, то мы задаем объекту производства просто диапазоны числовых значений сторон прямоугольника, которые мы способны отрезать на имеющемся оборудовании (с ограничением длины ножниц – 50 см). Если нам заказали произвести прямоугольную фотографию размерами 9х12 см, мы подставляем вместо А число «9», вместо В – число «12» и получаем конкретное описание конкретного продукта, который мы в состоянии произвести. Конкретные параметры продукта в свою очередь через определенные функциональные зависимости автоматически сформируют конкретную технологию его производства, то есть определят конкретные значения для параметров технологических операций, параметры их входов и выходов, которые определят все остальные параметры всех связанных технологических процессов и ресурсов, необходимых для планирования и управления производством прямоугольной фотографии размером 9х12 см.
Итак, модель производства в MES системе RftTrio предназначена для описания параметров всевозможных объектов и структуры дискретного производства для целей планирования производства, то есть – составления расписания всех необходимых работ, связанных с одновременным исполнением разнообразных заказов на разнообразные продукты, которые возможно произвести исходя из набора конкретных параметров производства.
В графическом виде упрощенную модель можно представить в виде такой вот схемы (рис.1):

Рис 1. Фрагмент модели (схемы) некоего производства ООО «ПЛАСТИК» в графическом представлении
Как это работает
Клиент заказал нам ручку «пластмассовую» , формы «№210» , цвета «синего» в количестве 100 шт. (Рис.1). В заказе клиента присутствуют значения трех конкретных параметров: Пластмасса, Форма210, Цвет Синий. Абстрактное описание продукта «Ручка» выглядит так: Ручка(Материал основы детали; Форма; Цвет покрытия). Этот абстрактный продукт является частью описания продуктового потока «F9».Как только мы введем в систему целевую потребность: Ручка(Материал основы детали = Пластмасса, Форма = Форма210, Цвет покрытия = ЦветСиний); 100 шт., поток «F9» поймет, что это его конкретные параметры и активизирует расчеты всех входов и выходов технологической операции «Покраска». По целевому значению нашей потребности, система сама определит все конкретные значения параметров входов и выходов операции «Покраска» для заказанного продукта. Таким образом мы получим конкретные значения параметров продукта «П/ф Ручка» (полуфабрикат для ручки) во входящем в операцию «Покраска» потоке «F7» и вместо абстрактного продукта «П/ф Ручка(Материал основы детали, Форма)» – будет уже конкретный продукт: «П/ф Ручка(Пластмасса, Форма210)». Таким же образом мы конкретизируем параметры цвета во втором входном потоке «F8» операции «Покраска»: вместо абстракции «Цвет покрытия: Цвет» возникнет конкретный параметр «Цвет покрытия = ЦветСиний».
Количества продуктов на входах в операцию также будут рассчитываться автоматически по установленным правилам или функциям: количество полуфабриката будет пересчитано в зависимости от установленных соотношений на выходах и входах в операцию «Покраска». В нашем случае для производства на выходе операции покраски 100 шт. синих ручек, система затребует в потоке полуфабрикатов «F7» 105 шт. отлитых полуфабрикатов. Так же рассчитается количество необходимой «Синей» краски в потоке «F8». Поток «F8», в свою очередь, свяжет по выходам и входам операции подготовки необходимых рецептур краски. Это может быть целая сеть операций, потоков и на данной схеме они просто не показаны.
Поток «F7» с конкретизированными параметрами свяжет операцию «Покраска» с операцией «Литье пластика» динамически соединившись с потоком «F3», потому, что в этих продуктовых потоках присутствуют сопоставимые абстрактные и конкретные параметры продуктов: Материал основы детали = Пластмасса. Номер пресс-формы в потоке «F3» уже определится по конкретному параметру формы ручки. Таким образом, через замену абстрактных параметров конкретными значениями параметров наши продуктовые потоки динамически связывают конкретные технологические (а впрочем, любые) операции, и определяют конкретные параметры их входов и выходов. Операции в свою очередь, в соответствии с параметрами своих входов и выходов, определяют (выбирают) тот рабочий центр (станок) который сможет выполнить уже конкретную работу – с учетом принятой дисциплины работы с пресс-формами (сменными или стационарно установленными). Таким образом, мы получаем спланированные конкретные потоки работ и, в конечном счете – производственные расписания для рабочих центров с учетом их текущего состояния, текущей загрузки и минимизации количества переналадок.
Если мы производим только пластмассовые ручки, можно не делать в модели динамическое связывание материальных потоков, т.е. можно сделать потоки связанными сразу. Тогда параметрическая модель будет возобновлять производственный маршрут исходя из заданной рецептуры. Так, видимо, работает производственная линия мороженого в примере, приведенном Юргеном Лиссом.
Однако как быть, когда часть технологического процесса может быть задействована для производства изделий с принципиально отличающимися параметрами? В приведенном выше примере материалом основы детали был пластик, а если это будет металл? Это означает, что технология, предшествующая операции «Покраска» в нашем примере будет принципиально другой. Тогда нам понадобится способность системы самостоятельно по конкретным параметрам входов и выходов операций установить динамические связи между ними через новые параметры продуктовых потоков.
Итак, если следующий заказчик закажет нам 200 металлических ручек желтого цвета, то через продуктовый поток «F9» определятся другие конкретные параметры в потоке «F7» и этот поток соединится с потоком «F5» и свяжет операцию «Покраски» с уже другой операцией «Литье металла».
Потоки заказов покупателей образуют не просто связанные объекты в производственной среде, а целую «Сеть операций», которая формируется и модифицируется непосредственно в момент заказа потребителя при вводе нужных ему значений параметров. Эта методология производит необходимую для производства информацию сама. В случае, если система сталкивается с ситуацией неопределенности, она извещает только об этом событии и указывает в каком месте операционной сети возникла информационная проблема.
Объекты модели
В параметрической MES системе RftTrio можно спроектировать или смоделировать несколько независимых схем (виртуальных производств), организованных по-разному, связанных и несвязанных. Например, можно смоделировать работу и основного и вспомогательного производства, учесть особенности отдельного участка и т.д. и т.п. Для этого в MES системе RftTrio существуют программные инструменты, с помощью которых специалист (назовем его «Проектировщик моделей» , или «Модельщик»☺) может разработать и редактировать схемы (виртуальные модели) всех организованных предприятием производств с учетом их специфических условий.Модельщик описывает производственную среду параметрическими объектами (ещё раз см. рис.1). Их разновидность, на самом деле, небольшая. Мы выделили 9 таких объектов модели, которые как раз и позволяют описать практически любое дискретное производство и все процессы, с ним связанные. Это:
- Продукт (product)
- Операция (oper)
- Работа (work)
- Задание (task)
- Заказ (order)
- Поток продуктов (flow)
- Рабочий центр (wc)
- Ресурс (resource)
- Издержки использования ресурса (cost handle).
Как выглядит работа системы в программном (не пользовательском☺) интерфейсе
Описание абстрактных продуктов выглядит так:
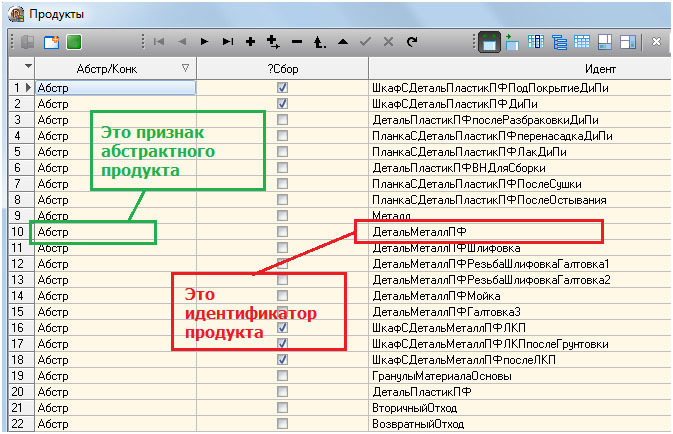
Рис.2
Эти абстрактные продукты могут быть как однородными, так и сборными – включающими другие продукты, номенклатурный состав которых заранее неизвестен (например: шкаф, укомплектованный изделиями для покраски в камере). В нашем прототипе системы, с помощью трех десятков абстрактных продуктов и их параметров, возможно автоматически составить полное описание производства более 180 000 000 конкретных продуктов в диапазонах значений параметров, которые заказчик может выбрать примерно так же, как немецкий студент составляющий состав своего индивидуального мороженого. Только в нашем случае производственная среда может быть гораздо более разнообразной, чем одна поточная линия мороженого с различиями только в рецептуре.
Посмотрим, что же происходит в параметрической MES системе в момент заказа конкретных изделий и его мгновенного планирования:
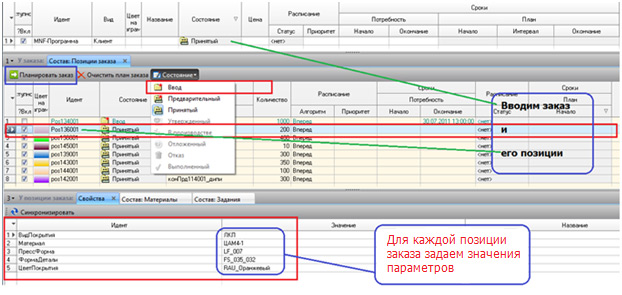
Рис.3
Представим себе, что с данными конкретными параметрами мы ранее такого продукта не делали. Теперь нажмем кнопочку «Планировать заказ» и выполним, так называемое, «Оценочное планирование». Т.е. если в производстве уже кипит работа – то наши опыты ему не помешают☺. Система скажет нам следующее.
Во-первых, в сформированной сети динамически (автоматически) связанных по входам и выходам операций для всех параметров наших семи позиций заказов (позиция 134001 введена, но исключена из планирования) система обнаружила «недочет» в работе модельщика.
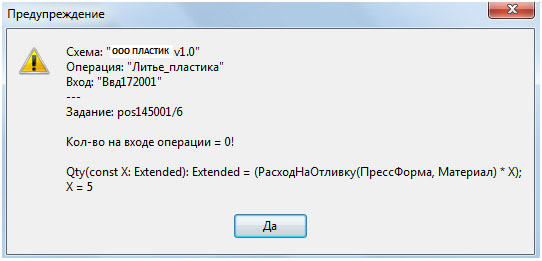
Рис.4
Другими словами, система предупреждает о подозрительной ситуации: расчетное количество получилось на входе операции «Литье пластика» «Ввд172001» = 0 для позиции заказа «pos145001/6». Возможно, это сигнал для внесения дополнений к имеющемуся описанию модели.
Тем не менее, система продолжает работу по формированию операционной сети и информирует пользователя о её результате:
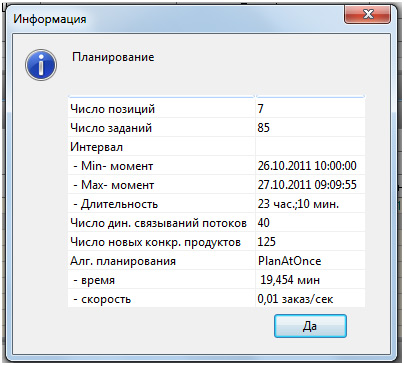
Рис.5
Расшифруем: планировщик системы обработал 7 позиций заказа, которые своими конкретными параметрами сформировали 85 заданий на конкретные рабочие центры и распределил работы в период с … по … длительностью 23 часа 10 минут. И вот, самое интересное: система динамически связала 40 продуктовых потоков между различными операциями и самостоятельно сгенерировала описания 125 новых конкретных продуктов, которые ранее производством не изготавливались ни разу.
Заглянем в справочник «Продукты» после того как мы произвели построение операционной сети и выполнили планирование работ (исходное его состояние мы зафиксировали на рис. 2)
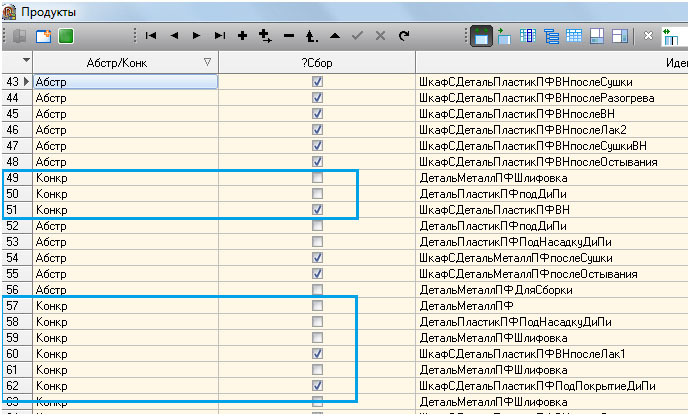
Рис. 6
Увидим, что система сама зафиксировала создание новых конкретных продуктов, которыми в дальнейшем будет оперировать без каких-либо вопросов. Таким образом номенклатура изделий будет самостоятельно расширяться с каждым новым заказом, в котором клиент захочет чего-нибудь новенького☺.
И самое главное: мы мгновенно получили конкретное производственное расписание !!!

Рис. 7
в котором можем учесть даже услуги «Носильщика»☺ (т.е. можно сформировать и логистические цепочки во всевозможные стороны в том же модельном подходе)
От параметрических моделей САПР к параметрической модели MES
Системы автоматизированного проектирования, как мы уже говорили выше, весьма гибки и продуктивны, но их возможности, в значительной мере, теряются в организации технологической подготовки конкретного производства. А ведь именно в САПР начинается параметрическая модель будущего изделия. Если бы САПР мог бы сразу транслировать виртуальную параметрическую модель в некую систему, которая мгновенно превращала бы набор конкретных параметров в сеть динамически связываемых технологических операций, да если бы ещё это происходило в рамках параметрической виртуальной модели конкретного производства с последующей генерацией потоков работ рабочих центров, это было бы очень хорошо и перспективно. Прототип нашей «Параметрической MES системы» способен решать подобную задачу.Предполагаем, что это и есть концепция «Индустрия 4.0» и она уже начинает реализовываться: у нас, пока ещё в прототипе параметрической MES системы для самых разнообразных типов производств, а у компании «Сименс» — в конкретных фабриках мороженого для студентов☺.