


Окончил в 1993 г. Владимирский политехнический институт по специальности «Машины и технология литейного производства», квалификация «инженер-механик».
Опубликованная в январе статья С. Кишкина Проблемы, не решённые во многих CAD-системах при разработке 3D моделей и чертежей на литые детали и отливки вызвала рекордный интерес читателей.
Системы проектирования пресс-форм присутствуют практически в каждой уважающей себя CAD-системе. Такие системы примерно все похожи, казалось бы, что здесь можно добавить. Но российский рынок проектирования и изготовления пресс-форм предъявляет к таким системам свои, существующие только в России, требования. Автор статьи хочет поделиться своим взглядом на то, что хотелось бы видеть в основе систем проектирования пресс-форм для российского рынка, руководствуясь своим почти 28-летним опытом проектирования пресс-форм и другой литейной оснастки. Подчеркну, что говорю только про компоновку пресс-форм для литья термопластов под давлением и для литья алюминиевых сплавов под давлением. Речь идёт исключительно о 3D моделировании и оформлении чертежей по 3D моделям. Функционал моделирования самого процесса литья под давлением металлов или пластмасс здесь не рассматривается.
Опираясь на конструкторский опыт с 1993 года, опыт использования CAD с 1995 года, а главное – на поддержку профессионального сообщества, автор статьи считает необходимым донести несколько тезисов до разработчиков систем проектирования пресс-форм.
1. Общие принципы построения системы проектирования пресс-форм
1.1. Система проектирования пресс-форм не должна заменять конструктора, не должна учить конструктора проектировать. Система должна помогать конструктору тогда, когда это ему нужно, и всё. Никаких волшебных больших красных кнопок в системе быть не должно.
1.2. Система проектирования пресс-форм не должна заменять CAD, не должна дублировать базовый функционал CAD-системы. Система просто дополняет базовый функционал CAD. Система проектирования пресс-форм не должна мешать конструктору использовать базовый функционал CAD. В любой момент конструктор должен иметь возможность работать как с базовым функционалом CAD-системы, так и с командами системы проектирования пресс-форм.
1.3. Анализ уклонов, задание усадки, линия и поверхность разъёма, разделение формообразующих деталей должны быть в базовом функционале CAD-системы. Система проектирования пресс-форм – это прежде всего компоновщик конкретной пресс-формы. Основа системы проектирования пресс-форм не должна зависеть от конкретной отливки.
1.4. Спроектированная пресс-форма должна быть сборкой по определению CAD-системы, в которой она проектировалась. Все сопряжения должны быть полностью определены, никаких зафиксированных деталей и подсборок. Детали должны иметь полностью определённые эскизы, в эскизах не должно быть зафиксированных элементов. Спецификация должна получаться как отчёт после чтения состава сборки, и сама спецификация должна быть спецификацией по определению CAD-системы, в которой проектировалась пресс-форма. Сама система не должна своими средствами генерировать спецификацию. Вообще в спроектированной пресс-форме должно быть всё родное, не должно быть никаких признаков того, что пресс-форма спроектирована не в базовом функционале CAD-системы. Если базовый функционал CAD-системы этого не позволяет, то нужно его развивать, а не перекладывать проблемы на систему проектирования пресс-форм.
2. Применение стандартных покупных комплектующих
Современное российское производство пресс-форм обязательно должно работать со стандартными покупными комплектующими. Это даёт выигрыш по всем показателям – по срокам, по цене и по качеству изготавливаемых пресс-форм. Соответственно, система проектирования пресс-форм должна работать именно с этими стандартными комплектующими.
По мнению автора статьи, реально востребованных производителей комплектующих для изготовления пресс-форм на российском рынке на сегодняшний день не так много, и это следующие компании:
- FCPK Bytow* (Польша), компания «ИНТОС-сервис», г. Санкт-Петербург. Все комплектующие полностью привозятся из Польши.
*С недавнего времени компания стала называться Proplastica, но мы для простоты в дальнейшем эти комплектующие будем называть просто FCPK.
- FODESCO (Финляндия), компания «Фодеско-МАК», г. Тверь. Комплектующие частично изготавливаются в Твери и частично привозятся из Финляндии.
- Компания «ЕвроДеталь», г. Саратов. Изготавливают комплектующие для пресс-форм по своему каталогу, представляющему из себя упрощенный и неполный каталог DME-EURO.
Комплектующие именно этих компаний и должны быть представлены в полном объёме в системе проектирования пресс-форм для российского рынка. Комплектующие компании «ЕвроДеталь» можно даже не делать в первых версиях системы. Они во многом повторяют комплектующие FCPK и FODESCO со своими обозначениями деталей. Внести эти комплектующие можно будет тогда, когда у пользователей появится требование внести в систему каталог DME.
При создании библиотеки стандартных комплектующих есть один нюанс – в каталогах производителей, как правило, на комплектующие даны не все размеры и переменные. Графически многие элементы показаны, но не образмерены. Официальные каталоги предназначены для покупателей, а не для производителей или разработчиков приложений. Автор статьи в своё время так и не смог получить полную графическую информацию от продавцов комплектующих, а это очень важно. Важно, чтобы 3D модели полностью соответствовали реальным деталям. Автор статьи считает, что если разработчики системы проектирования пресс-форм запросят у вышеперечисленных производителей полную графическую и, что тоже важно, табличную информацию в виде электронной таблицы, то она им будет дана.
Например, в каталоге FCPK есть колонка SLE. Основные размеры и переменные показаны, но, например, нет размеров на канавки, нет информации, сколько этих канавок в каждом типоразмере, ну и т. д.

У производителей комплектующих, как правило, есть свои программы для генерации 3D моделей этих комплектующих во всех возможных форматах. Но там существуют свои проблемы. Например, после вставки 3D модели в сборку редактировать типоразмер нельзя, нужно вставлять деталь с другим типоразмером по новой. А если это заготовка, где уже добавлено много операций базовым функционалом CAD-систем? Плюс к этому там нет чертежей, а чертежи на детали, изготовленные из покупных заготовок, должны быть оформлены специальным образом как чертежи изделий с дополнительной обработкой или переделкой, согласно п. 3.1 ГОСТ 2.109-73 «ЕСКД. Основные требования к чертежам». Этих недостатков не должно быть в системе проектирования пресс-форм для конкретной CAD-системы.
Работа со стандартными покупными комплектующими в основе системы проектирования пресс-форм разделяется на два уровня.
1. Создание библиотек
Сначала в системе проектирования пресс-форм нужно создать просто библиотеки стандартных комплектующих FCPK и FODESCO. Нужно дать возможность вставлять эти комплектующие двумя способами:
Как стандартную деталь. В папке со сборкой пресс-формы появляется файл детали, чтобы спроектированная пресс-форма могла прочитаться на компьютере, на котором установлена CAD-система без системы проектирования пресс-форм. У файла 3D модели детали в свойствах должны быть указаны:
- раздел спецификации «Прочие изделия»;
- наименование для спецификации, например «Колонка SLE-24036035 "FCPK"»;
- наименование для ведомости покупных, например «Колонка SLE-24036035»;
- группа для ведомости покупных, например «Детали пресс-форм»;
- обозначение документа на поставку, например «FCPK»;
- поставщик, например «ООО «ИНТОС-сервис»»;
- другие свойства для ведомости покупных;
- материал именно там, где он должен быть указан у детали конкретной CAD-системы, например «Сталь w.1.7131».
- Как деталь-заготовку, которая позже дорабатывается базовым функционалом CAD-системы или спецкомандами системы проектирования пресс-форм. В папке со сборкой пресс-формы появляются файл детали и файл чертежа на эту деталь, оформленного согласно п. 1.3 «Чертежи изделий с дополнительной обработкой или переделкой» ГОСТ 2.109-73 ЕСКД. «Основные требования к чертежам». У файла 3D модели детали должны быть указаны свойства и детали и заготовки.
Свойства заготовки:
- раздел спецификации «Прочие изделия»;
- наименование для спецификации и основной надписи чертежа, например «Втулка TWB-183546-15 "FCPK"»;
- наименование для ведомости покупных, например «Втулка TWB-183546-15»;
- группа для ведомости покупных, например «Детали пресс-форм»;
- обозначение документа на поставку, например «FCPK»;
- поставщик, например, «ООО «ИНТОС-сервис»»;
- другие свойства для ведомости покупных.
Свойства детали:
- обозначение, например «АБВГ.003.00.015»;
- наименование, например «Втулка литниковая»;
- раздел спецификации «Детали»;
- материал именно там, где он должен быть указан у детали конкретной CAD-системы, например «Сталь w.1.8159».
На чертеже линии заготовки должны быть сплошные тонкие, размеры до геометрии заготовки не указываются или указываются как справочные. Если заготовка поставляется после термообработки, то желательно в ТТ чертежа указать твёрдость для справок.
При таком типе вставки библиотечной детали в диалоге вставки детали система должна предлагать конструктору сразу сделать с заготовкой самые простые и логичные операции по её доработке. У литниковой втулки – это подрезать на нужный размер торец и сделать скругления на конце литникового канала. У выталкивателя – это подрезать торец на заданный размер, сделать для фиксации вращения отв. под штифт в шляпке или лыски. У бруса – это ввести одно или два дополнительных отв. под винты и т. д.

Пример чертежа

Пример спецификации

Пример ведомости покупных
Появляется вопрос. Для всех ли комплектующих из этой библиотеки нужно делать оба способа вставки в сборку? Лучше, конечно, для всех, но нужно ли? Дело в том, что есть комплектующие, которые в реальности могут быть только заготовками, например все плиты кроме брусьев, выталкиватели, центрирующие фланцы, литниковые втулки. А есть комплектующие, которые в реальности могут быть только стандартными деталями, например крепёж, направляющие и центрирующие колонки и втулки. Также есть комплектующие, которые в реальности могут быть и стандартными деталями, и стандартными заготовками, например брусья, центральные втулки, направляющие втулки без центрирующей бобышки под буртом. Наверное, проще сделать способ вставки в зависимости от конкретных комплектующих – как стандартную деталь, как деталь-заготовку или оба способа.
Все комплектующие FCPK должны знать, есть ли у них аналог у FODESCO, и наоборот. Аналог может не быть точной копией, просто при замене он должен подходить и выполнять те же функции.
Уже только одно наличие таких библиотек сильно облегчит жизнь конструкторам пресс-форм. Автор статьи уверен, что система проектирования пресс-форм даже в виде таких библиотек будет востребована и продаваема.
2. Создание интерфейса для генерации основы пресс-формы, состоящей из плит, направляющих, центрирующих элементов и крепежа
Приведу пример поэтапного порядка работы с таким интерфейсом.
Шаг 1. Выбираем производителя комплектующих: FCPK или FODESCO. Выбрали, например, FCPK. В процессе дальнейшей работы должна быть возможность изменить производителя комплектующих, например в нашем случае – только на FODESCO. Всё должно перестроиться либо на аналогичные, либо на близкие по типоразмеру детали выбранного поставщика.
Шаг 2. Выбираем тип плит – PK или PKA. Плиты PK представляют собой несколько расширенный по ассортименту евростандарт и являются в основной массе взаимозаменяемыми с FODESCO, DME-EURO, HASCO, Pedrotti (серия E) и, возможно, другими. Плиты PKA имеются только у FCPK и, соответственно, ни с чем больше не взаимозаменяемы, хотя общие габариты типоразмеров в основном такие же, как у плит PK. Плиты PKA отличаются несколько увеличенным межосевым расстоянием у отверстий под колонки/втулки и винты. Иногда это важно.
Выбрали тип плит PK.
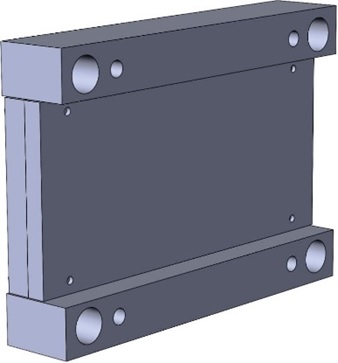
Шаг 3. Выбираем горизонтальное или вертикальное расположение пресс-формы на термопластавтомате (для пластмасс) или на машине литья под давлением (для алюминиевых сплавов).

При выборе горизонтального и вертикального положения нужно ориентироваться только на взаимное расположение винтов и центрирующих колонок/втулок (подчёркнуто красной линией). Можно ориентироваться и по брусьям, но в некоторых конструкциях пресс-форм брусьев нет. По выступам плит крепления также не нужно ориентироваться. Есть варианты плит крепления с выступами по разным сторонам и вообще без выступов. По красной линии можно ориентироваться, в какую сторону будет увеличиваться габарит большей стороны прямоугольника плит пресс-формы. Например, 246х246, 246х296, 246х346, 246х396, 246х446, 246х496, 246х546, 246х596. В данном случае показан типоразмер 246х346. У горизонтального расположения будет неизменный вертикальный размер 246, а увеличение пойдёт в горизонтальном направлении. То есть вертикальный размер плит всегда будет равен или меньше горизонтального. При вертикальном расположении наоборот.
Выбираем вертикальное расположение.
Шаг 4. Выбираем типоразмер плит пресс-формы – 246х346. Должна быть возможность в любой момент вернуться и поменять типоразмер с автоматическим изменением всех деталей пресс-формы.
У FCPK у плит PK имеются 95 типоразмеров от 95х95 до 796х996, у плит PKA 113 типоразмеров от 96х96 до 996х1196. У FODESCO 59 типоразмеров от 96х96 до 596х796.
Шаг 5. Появляется схема классического варианта компоновки пресс-формы.

Подробнее про плиты
Общие размеры всех плит у типоразмера 246х346.

Типы плит
Обойма PK03 – не предназначена для дополнительной термообработки. Центрирующие отв. выполнены окончательно. Для типоразмера пресс-формы 246х346 имеется 11 марок стали, некоторые имеют твёрдость от 30 до 45 HRC и 12 вариантов толщины от 17 до 136 мм. Есть вариант такой плиты с выборкой под формообразующие вставки PK35. Аналог у FODESCO – плита ML. Автор статьи рекомендует в этих плитах использовать предзакаленную сталь 1.2311 твердостью 30…35 HRC.










Шаг 6. Возможность изменять тип и количество направляющих и центрирующих деталей в готовых отв. заготовок плит
6.1. У каждой обоймы PK03/PK31 должна быть возможность вставить и изменять два типа направляющих втулок и два типа направляющих колонок.
6.1.1. Втулка направляющая с центрирующей бобышкой под буртом TPE, материал сталь w.1.7131. Аналог у FODESCO – втулки Z1210/Z1211.

6.1.2. Втулка направляющая без центрирующей бобышки под буртом TXE с канавкой под стопорное кольцо Z, материал сталь w.1.7131. Аналог у FODESCO – втулки Z1230/Z1231 без канавок под стопорное кольцо.

6.1.3. Колонка направляющая с центрирующей бобышкой под буртом SLE, материал сталь w.1.7131. Аналог у FODESCO – колонки Z1010/Z1011.



Рассмотрим подробнее, где применяются направляющие втулки без центрирующей бобышки под буртом TXE (аналог у FODESCO – втулки Z1230/Z1231). Чаще всего такие втулки применяются в плитах съёма. Вот пример компоновки простейшего набора стандартных комплектующих для пресс-формы с плитой съёма.


У втулок без центрирующей бобышки под буртом Z1230/Z1231 FODESCO, в отличие от аналогичных втулок TXE у FCPK, нет канавки под стопорное кольцо, поэтому её приходится делать изготовителю пресс-форм, или можно сделать на таких втулках канавку под стопорный винт, например вот так:

Шаг 7. Возможность изменять компоновку пресс-формы с помощью удаления и добавления плит
Система должна уметь добавлять и удалять все типы плит, кроме плит крепления. Плит крепления на любой пресс-форме всегда только две, одна на неподвижной полуформе, другая на подвижной полуформе. Минимальное количество плит в пресс-форме – четыре, по обойме и плите крепления в каждой полуформе, скреплённых винтами SM. Эти две плиты в каждой полуформе присутствуют в любой компоновке пресс-формы. Дополнительные плиты вставляются между ними, при этом винты SM будут также скреплять плиту крепления с обоймой и все плиты между ними. Также есть вариант повесить дополнительную обойму на выступающие части направляющих колонок в разъёме пресс-формы (например, в качестве плиты съёма). Минимальную компоновку плит в пресс-форме используют, например, в рычажных пресс-формах.

Рычажная пресс-форма на конус дорожный
Немножко отвлечёмся от темы и поговорим про рычажные пресс-формы.
Дело в том, что, по данным автора статьи, ни в одной системе проектирования пресс-форм нет модуля проектирования рычажных пресс-форм, хотя они довольно подробно описаны в советской и российской специальной литературе. Например,
А. П. Пантелеев, Ю. М. Шевцов, И. А. Горячев. «Справочник для проектирования оснастки для переработки пластмасс». Москва, «Машиностроение», 1986 г.
И. Е. Гольдберг. «Пути оптимизации литьевой оснастки: Ее величество литьевая форма», Санкт-Петербург, «Научные основы и технологии», 2009 г.
У автора статьи дома есть книга «Интересное о крае. Люди, история, жизнь, природа земли Владимирской. Краеведческий сборник». Ярославль, Верх.-Волж. кн. изд., 1973, 376 с. В этой книжке есть статья «Вместо дерева – пластмассы» про костерёвский ордена Трудового Красного Знамени катушечно-челночный комбинат им. Коминтерна. Там в конце статьи написано буквально следующее, цитирую.
«В настоящее время многие конструкторы и технологи выросли в отличных специалистов, за опытом к которым приезжают с других предприятий. На отдельные конструкции прессформ и пластмассовых изделий выданы авторские свидетельства. Так, впервые было применено автоматическое сталкивание изделий типа «катушек» с помощью рычажной системы. Автор предложения А.В. Шелапутин. Много прессформ сконструировал бессменный руководитель бюро прессформ К.Т. Красиров».
В системе проектирования пресс-форм для российского рынка неплохо было бы сделать отдельный модуль проектирования рычажных систем.
Продолжим.
7.1.1. Плита промежуточная PK04. Это самый распространённый вариант вставки дополнительных плит. Например, при использовании трубчатых толкателей нужна дополнительная плита между брусьями и плитой крепления подвижной полуформы.


Появляется вопрос. Какую компоновку пресс-формы должна предлагать система в первоначальный момент? Или система должна предложить сразу несколько компоновок – классический вариант, вариант с плитой съёма, вариант с плитой съёма и выталкивателями, минимальный вариант из четырёх плит, классический вариант без промежуточной плиты, вариант для трубчатых выталкивателей и т. д.? Автор статьи считает, что в первоначальный момент система должна предлагать только классический вариант компоновки пресс-формы. Самое главное, чтобы система позволяла конструктору быстро удалять и добавлять нужные ему плиты и центрирующие/направляющие детали в нужных местах пресс-формы. Тогда конструктор сам сможет быстро набрать нужную ему компоновку.
Автор статьи долго сомневался, нужно ли включать в основу системы проектирования пресс-форм направляющие и центрирующие элементы системы выталкивания. Всё же автор пришёл к мнению, что не нужно. Для проектирования системы выталкивания должен быть отдельный модуль. Про него, возможно, автор расскажет в следующей статье. Там очень много вариантов расположения направляющих колонок и втулок и самих типов колонок и втулок. Также много вариантов конструкций хвостовика пресс-формы. Поэтому в данный момент систему выталкивания оставим в виде двух брусьев и плит опорной и выталкивания, как бы висящих в воздухе.
Шаг 8. Возможности системы по редактированию выбранной компоновки пресс-формы изменением типов и типоразмеров комплектующих
8.1. Возможность изменять толщину плит путём выбора из списка толщин везде, где это возможно, в каталоге производителя. При этом длины посадочных частей колонок, втулок и длины винтов должны меняться автоматически.
8.2. Возможность выбора варианта плит в зависимости от типа плиты:
- выбор типа обоймы в зависимости от того, предполагается дополнительная термообработка или нет;
- выбор всех шести типов плит крепления и на всякий случай раздельно в подвижной и неподвижной полуформе;
- выбор между узкими брусьями с широкими плитами опорной и выталкивателей и широкими брусьями с узкими плитами опорной и выталкивателей.
8.3. Возможность выбора марки стали у плит в зависимости от вариантов в каталоге производителя.
8.4. Возможность изменять длину выступающей части направляющих колонок (на схеме классического варианта компоновки пресс-формы — это размер 35) путём выбора из списка в каталоге производителя.
8.5. Возможность изменять наличие/отсутствие фланцев на плитах крепления. Тут три варианта:
- фланец только в неподвижной полуформе;
- фланец в неподвижной и в подвижной полуформах, для подвижной полуформы у FCPK есть фланец PCB (на схеме классического варианта компоновки пресс-формы не показан);

- фланцев нет вообще, например на пресс-форме для литья деталей из алюминиевых сплавов.
Шаг 9. Возможности системы по редактированию выбранной компоновки пресс-формы добавлением дополнительной обработки стандартных заготовок
9.1. Сделать крепёж фланцев, если они есть, например вот так:


9.2. Если это пресс-форма для литья термопластов под давлением, то вставить литниковую втулку на выбор: TWA, TWB, TWC, TWD (аналог у FODESCO втулки Z2010 / Z2020 / Z2030). Хотя эту возможность можно сделать и в специальном модуле проектирования литниковой системы, а не в основе системы проектирования пресс-форм.
При Ø18 и Ø24 у литниковой втулки фланец перекрывает литниковую втулку:



9.5. Вставить нестандартную планку с рым-болтом SUM и двумя винтами SM, например, вот так, прямо или под углом:

Возможность вставки дополнительных винтов для крепления плит системы выталкивания, а также возможность выбрать, будут ли в пресс-форме шайбы упорные с винтом PO, и если будут, то возможность увеличения их числа отдадим в модуль проектирования системы выталкивания. Эту возможность нужно будет рассматривать после вставки контртолкателей, выталкивателей, направляющих втулок, упоров и хвостовика.
3. Возможности системы для предприятий, не желающих использовать в проектировании и изготовлении пресс-форм стандартные покупные комплектующие
На сегодняшний день не все российские изготовители пресс-форм горят желанием использовать стандартные покупные комплектующие. Интересы таких неправильных и устаревших изготовителей система тоже должна учитывать. Для таких производств всё-таки одна волшебная большая красная кнопка в системе будет не лишней. После того как пресс-форма спроектирована, при нажатии на эту кнопку должно произойти следующее.
- Стандартные покупные детали превращаются в обычные детали с обозначением и полностью оформленными чертежами по ЕСКД как на обычные детали.
- Чертежи, оформленные как на детали, полученные из заготовок дополнительной обработкой, заменяются на обычные чертежи деталей со всеми размерами.
- Импортные материалы заменяются на отечественные аналоги.
- Крепёж заменяется на российские аналоги.
4. Дальнейшие направления развития системы проектирования пресс-форм
В дальнейшем в систему нужно постепенно внести другие инструменты, помогающие конструктору проектировать пресс-формы. Можно создать отдельные модули системы.
- Модуль проектирования системы выталкивания.
- Модули проектирования литниковой системы. Отдельно для пластмасс и отдельно для алюминиевых сплавов.
- Модуль проектирования системы охлаждения.
- Модуль проектирования ползунов.
- Модуль проектирования извлечения поднутряющих элементов с помощью гидроцилиндров.
- Модуль проектирования рычажных пресс-форм и т. д.
Тут нет предела полёту фантазии. Можно добавить другие каталоги комплектующих, даже ГОСТ. Самое главное, чтобы основа системы была и оставалась такой, какой она показана в статье.
Заключение
Автор надеется, что его статья поможет разработчикам приложений к CAD-системам определиться с тем, что должно лежать в основе системы проектирования пресс-форм и по каким направлениям развивать систему дальше. Возможно, статья также поможет доработать имеющиеся системы проектирования пресс-форм под требования российского рынка.Кроме того, автор думает, что статья поможет его коллегам конструкторам, которые раньше не работали со стандартными комплектующими, разобраться, как их применять при проектировании пресс-форм.